| Peripheral Milling |
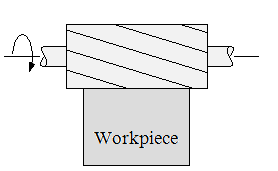
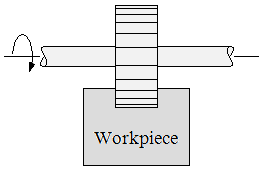
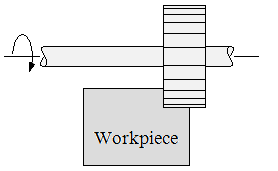
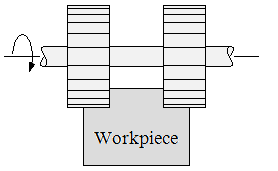
| Slab Milling | Slotting | Side Milling | Straddle Milling |
|
|
|
|
|
| The basic form of peripheral milling in which the cutter width extends beyond the workpiece on both sides. | Also called slot milling, in which the width of the cutter is less than the workpiece width, creating a slot in the work—when the cutter is very thin, this operation can be used to mill narrow slots or cut a workpiece in two, called saw milling. | The cutter machines the side of the workpiece. | Similar to side milling, only cutting takes place on both sides of the work. |